
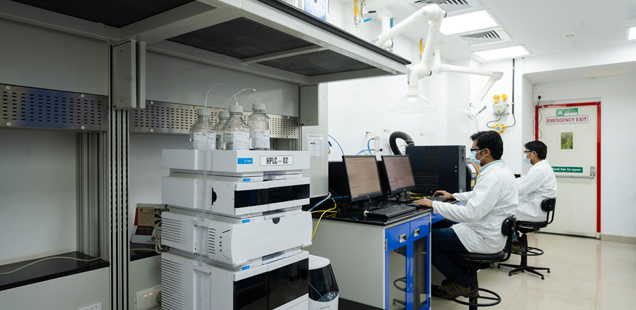
At APSL, we offer capabilities and expertise for various unit operations applicable to a broad range of APIs. Our vast manufacturing footprint allows us the flexibility to have a variety of unit operations suitable for various types of APIs. We provide most of these unit operations at lab scale as well as in GMP sites and containment facilities. All our manufacturing facilities are equipped with handling major unit operations like reactions, mixing, extraction, distillation, crystallization, filtration and drying. APSL has a broad capability of powder processing for API manufacturing. Apart from this, the manufacturing facility has the capability to handle some exclusive unit operations like special drying using ATFD, Spray Dryer for heat sensitive materials, Column Chromatography for advanced purification of racemic mixture, hydrogenation, lyophilization etc.


The various unit operations we serve are:
Spray drying
Spray drying is a method of producing a dry powder from a liquid by rapidly drying with a hot air. Typically spray drying as an operation is used for thermally sensitive compounds or for obtaining finer particle size distribution or to get an amorphous polymorph.
At APSL, we provide spray drying capabilities at the lab as well as manufacturing scale. We have spray dryers up to a maximum evaporation rate of 50 kg/hour in non-potent as well as high potent sites.
Agitated Thin Film Driers (ATFD)
ATFDs are used for converting crystalline to amorphous form. Typically, this operation is used for compounds that are heat sensitive or have less residence time or for the development of an amorphous form of the compound. At APSL, we provide ATFD services in lab scale as well as in plant scale. We have ATFDs at a maximum capacity of 3.5 sq. m. We have ATFD operation for regular API as well as high potent APIs.
Micronization
Micronization is the process of reducing the diameter of API particles to enhance the solubility properties of the compound. All manufacturing facilities are equipped with particle size regulating equipment including multi-mill, air jet mill or micronizer, sifter, and blenders. We have micronizers in high potent and steroidal blocks also.
Hydrogenation
APSL has broad capabilities for scale-up of different kinds of hydrogenation reactions with different type of catalysts and at wide ranges of pressure ratings. Maximum capacity can be handled in the range of 5KL for the hydrogenator and maximum pressure handles upto 35 bars. The manufacturing sites are also capable of small-scale hydrogenation with a minimum capacity of 20L in the GMP environment.
Cryogenic reactions
At APSL multiple reactors are available at the manufacturing facilities to handle cryogenic reactions. The reactors are ranging from 200 L to 11000 L (3000 Gallon) capacities. Cryo reactors are also available in steroid manufacturing facilities at APSL. Both Stainless steel and Haste alloy reactors are available at manufacturing sites.
Reverse-phase High-Performance Liquid Chromatography (RP-HPLC)
Reverse-phase HPLC is the most versatile and efficient method of peptide purification. The working principle is that hydrophobic molecules are retained from the aqueous mobile phase through strong interactions with hydrophobic hydrocarbon ligands. Greater the height of packing, the better the separation of impurities. However, increased column height requires increased amounts of solvents. We have RP-HPLCs in lab scale as well as in plant scale with a capacity ranging from 150 mm diameter to 1000 mm diameter.
Ion exchange
Ion exchange chromatography separates molecules based on their respective charged groups. It retains analyte molecules on the column based on ionic interactions. The ion exchange chromatography matrix consists of positively and negatively charged ions. In the ion exchange chromatography, some of the impurities will get absorbed and the compound with enriched purity will come in the form of a solution. We have ion exchange chromatography on lab scale as well as production scale with a capacity of 350 mm diameter.
Lyophilization
As a part of peptide molecule development and manufacturing, both manual and auto peptide synthesizers are available which can accommodate multiple scale of peptide compounds. This is supported by multiple capacity of Ion exchange columns and RP HPLC columns as a part of the purification technique. Finally, the material is lyophilized to get the final compound. All these unit operations can be carried out in both development and manufacturing area. From the lab 20 to 50 g of non GMP material can be provided to the clients and 100 to multi kilos can be supplied to customer with various batch sizes.
Why Aurigene Special Unit Operations Services?

Variety of unit operations in lab and plant scale

Experts scientists, process, and lead engineers

QbD-based process design

Flexible scale of operations

Unit operations in containment

Virtual Tour


Hyderabad R and D Center

Bangalore R and D Center
Connect with our scientific experts for your drug discovery, development, and manufacturing needs
We understand that clear communication is essential to successful collaborations, and that's why we have a dedicated team that is always ready to help you. Whether you have questions about our services, want to discuss a potential partnership, or simply want to learn more about our company, we're here to help.
Our team of experts is dedicated to providing personalised solutions tailored to your unique needs. So, please don't hesitate to reach out to us. We look forward to hearing from you and helping you achieve your business goals.
Resources
FEBRUARY 25, 2025
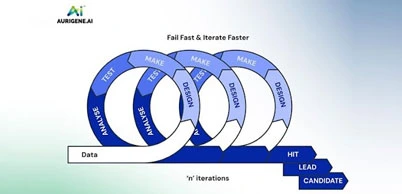
Transforming Drug Discovery with Aurigene.AI
In the early 2000s, developing Sovaldi, a hepatitis C treatment, took over a decade and nearly $2 billion. Similarly, Zolgensma, a gene therapy for spinal muscular atrophy, required 15 years due to its complexity. However, the advent of artificial intelligence (AI) has revolutionized drug discovery. For example, in 2022, Pfizer's PAXLOVID, an oral COVID...
Read More


Advancement in personalized medicine and how the CRDMO industry is part of the solution
Personalized medicine is transforming the healthcare landscape by customizing treatment plans to individual patients’ unique genetic, clinical and environmental characteristics. These are effective and less invasive treatments for a wide range of conditions. Contract Research, Development and Manufacturing Organizations (CRDMOs) play an important role...
Read More


Cell Line Development
We enable development of stable and high yielding recombinant Mammalian and Microbial lines. ...
Read More

Familiarization, process optimization, and cGMP manufacturing and supply of 30.0 kg of a Bioactive Nucleotide (NAD Booster)
Background: A US-based biopharmaceutical company approached Aurigene Pharmaceutical Services for the familiarization, process development, and cGMP manufacturing and supply of 30.0 kg Nucleotide product (NAD booster) for phase-appropriate studies. The synthesis of the desired product involves three linear stages, which starts with reaction of a pentose...
Read More

Identification of Degradants of Thermal and Oxidation Stress Studies of Empagliflozin and Linagliptin Tablets by HPLC-PDA and LC-MS Instrumental Techniques
2022
Objective of the manuscript is to identify the degradants observed in the thermal and oxidation degradation sample of Empagliflozin and Linagliptin tablets by using LC-MS and HPLC-PDA instrumental techniques. Thermal and oxidation degradation samples were injected in HPLC-PDA and LC-MS instruments. Mass of the degradants were detected by LC-MS technique, ...
Read More-
Discovery of MAP855, an Efficacious and Selective MEK1/2 Inhibitor with an ATP-Competitive Mode of Action.
2005
Mutations in MEK1/2 have been described as a resistance mechanism to BRAF/MEK inhibitor treatment. We report the discovery of a novel ATP-competitive MEK1/2 inhibitor with efficacy in wildtype (WT) and mutant MEK12 models. Starting from a HTS hit, we obtained selective, cellularly active ...
Read More -
Wang-OSO3H catalyzed green synthesis of bioactive isoindolo[2,1- a ]quinazoline-5,11–dione derivatives: An unexpected observation
2005
The sulphonic acid-functionalized Wang resin (Wang-OSO3H) was explored as a polymeric and recov- erable acidic catalyst for the synthesis of isoindolo[2,1- a ]quinazoline-5,11–dione derivatives under green conditions. Thus the Wang-OSO3H ...
Read More -
Polycyclic Aromatic Compounds: A Simple and Efficient [(n-Bu3Sn)2MO4]n Catalyzed Synthesis of Quinazolinones and Dihydroquinazolinones
2005
A novel unprecedented approach for the synthesis of various quinazolinones and dihydroquinazolinones has been using [(n-Bu3Sn)2MO4]n as a catalyst. The reaction has been screened ...
Read More
You are about to leave Aurigene Pharmaceutical Services and affiliates website. Aurigene Pharmaceutical Services assumes no responsibility for the information presented on the external website or any further links from such sites. These links are presented to you only as a convenience, and the inclusion of any link does not imply endorsement by Aurigene Pharmaceutical Services.
If you wish to continue to this external website, click Proceed.


Leaving already?
Don't forget to join us at
CPHI Worldwide 2023.
October 24th-26th, 2023 | Barcelona, Spain
Get ready to accelerate your drug’s journey to the market